本公司主要以生产+的形式经营各种型号、各种材质的冷拔圆钢、冷拔方钢、冷拔六角钢、冷拔扁钢。我厂常年备有冷拔圆钢规格有Ф3-Ф110,方钢规格有10*10-100*100mm,冷拉扁钢厚度从3mm-50mm,宽度6mm-100mm;冷拉六角钢规格有S=6~S=65。冷拉钢材质有Q195、20#、35#,45#、Q215、Q235、20Cr、40Cr等。可根据客户要求定制各种规格和材质的异型型钢,冷拉方钢,冷拉圆钢,冷拉六角钢及冷拉扁钢等。也可以来图订做,产品主要用于工程机械,纺织机械,汽车配件,电梯,轨道,机床等配件。同时,我公司还提供为客户任意尺寸切割冷拔钢业务。

冷拔扁钢的规格型号全解析在建筑、机械制造、五金加工等众多领域中,冷拔扁钢以其优异的性能和多样的规格型号,成为了不可或缺的重要材料。冷拔扁钢通过冷拔工艺处理,不仅能够显著提高钢材的强度和精度,还能满足各种复杂的设计和使用需求。接下来,让我们深入了解一下冷拔扁钢常见的规格型号。冷拔扁钢的规格型号主要由宽度、厚度以及长度来确定。常见的宽度范围从 10 毫米到 100 毫米不等,例如10mm、12mm、16mm、20mm、25mm、30mm、40mm、50mm、60mm、80mm、100mm 等。厚度方面,通常在 3 毫米至 30 毫米之间,如 3mm、4mm、5mm、6mm、8mm、10mm、12mm、15mm、20mm、25mm、30mm 等。而长度则可以根据客户的具体要求进行定制,一般常见的长度有 2 米、3 米、4 米、6 米等。以宽度为20毫米、厚度为 5 毫米的冷拔扁钢为例,其截面尺寸较为适中,适用于多种结构件和零部件的制造。在一些小型机械零件中,这种规格的冷拔扁钢能够提供足够的强度和稳定性。当需要承受较大载荷或具有更高结构要求时��宽度50毫米、厚度10毫米的冷拔扁钢则更为合适。它可以用于制造大型机械的框架、支撑部件等,保证设备的整体强度和可靠性。对于一些对精度要求极高的应用场景,如精密仪器制造,可能会选择宽度为10毫米、厚度为3毫米的冷拔扁钢。这种较薄的扁钢在经过冷拔处理后,能够达到非常高的尺寸精度和表面光洁度,满足精密仪器的装配和运行要求。此外,冷拔扁钢还可以根据不同的材质进行分类,如常见的 Q235、Q345 等碳素结构钢,以及45 号钢等碳素结构钢。不同材质的冷拔扁钢在性能和用途上也会有所差异,用户可以根据具体的使用环境和要求来选择合适的材质。需要注意的是,在实际应用中,选择冷拔扁钢的规格型号时,不仅要考虑其尺寸参数,还要综合考虑使用场景的载荷情况、安装要求、成本预算等多方面因素。只有选择了最合适的规格型号,才能充分发挥冷拔扁钢的优势,确保工程或产品的质量和性能。
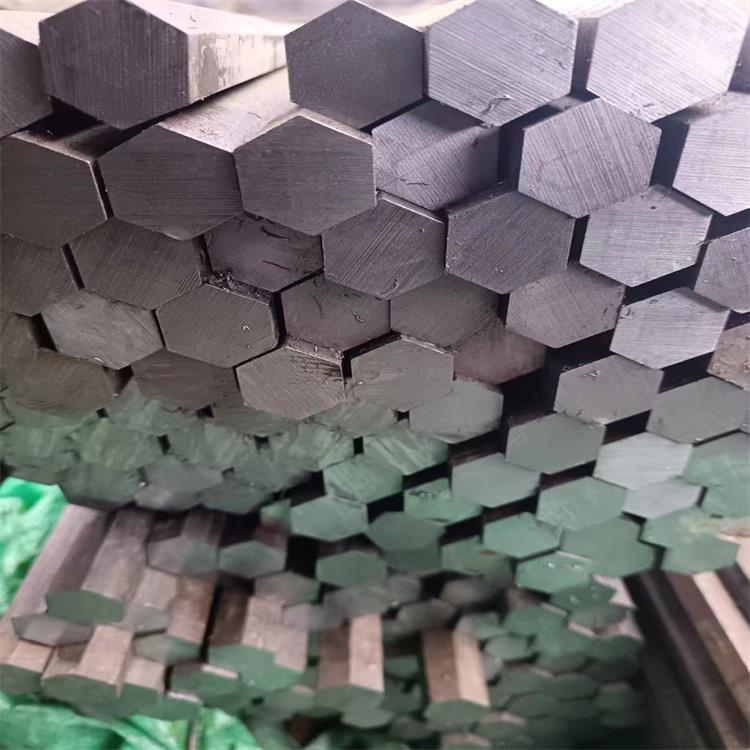
冷拔六角钢的制造始于的热轧圆钢或连铸坯料。这些原材料首先要经过严格的质量检测,确保其化学成分和机械性能符合标准要求。步,酸洗处理。将原材料放入酸洗池中,通过酸液的作用去除表面的氧化皮和锈蚀物,使钢材表面清洁干净,为后续的加工做好准备。第二步,磷化处理。酸洗后的钢材经过水洗后进入磷化池,在其表面形成一层磷化膜。这层磷化膜不仅能够起到防锈的作用,还能在冷拔过程中起到润滑和减摩的效果,提高冷拔的效率和质量。第三步,冷拔加工。这是制造冷拔六角钢的关键步骤。将经过预处理的圆钢通过的冷拔模具,在强大的拉力作用下逐渐变形,使其截面由圆形逐渐变为六角形。在冷拔过程中,需要严格控制拉拔速度、拉力和模具的尺寸精度,以确保冷拔六角钢的尺寸公差和表面质量。第四步,中间退火。由于冷拔过程会使钢材产生加工硬化,为了恢复钢材的塑性和韧性,需要进行中间退火处理。将冷拔后的钢材放入退火炉中,在适当的温度下保温一定时间,然后缓慢冷却。第五步,精整处理。经过多次冷拔和退火后,冷拔六角钢的尺寸和形状基本达到要求。此时,需要对其进行精整处理,包括切断、倒角、矫直等工序,以确保产品的最终尺寸精度和直线度。第六步,检验和包装。完成精整处理后的冷拔六角钢要经过严格的质量检验,包括尺寸测量、表面质量检查、化学成分分析和机械性能测试等。只有检验合格的产品才能进行包装入库,等待发往客户手中。在整个冷拔六角钢的生产工艺流程中,每一个环节都需要高度的控制和严格的质量把关。从原材料的选择到最终产品的检验,每一步都凝聚着生产者的智慧和汗水。正是这种对工艺的精益求精和对质量的不懈追求,才使得冷拔六角钢能够在各种复杂的工况下发挥出优异的性能,为工业生产提供可靠的支持。